ジーフロイデ株式会社
東京板橋区板橋2-20-5-203

④ 芯取ホルダーと【偏芯】

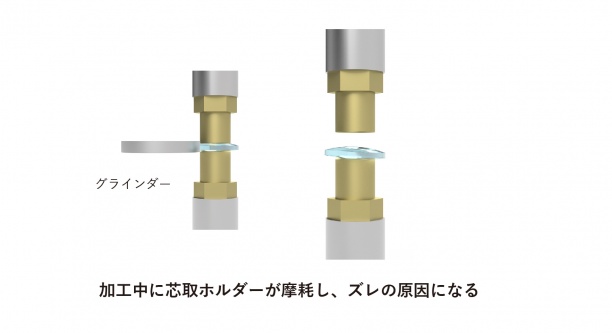
① 芯取加工中にホルダーが摩耗する
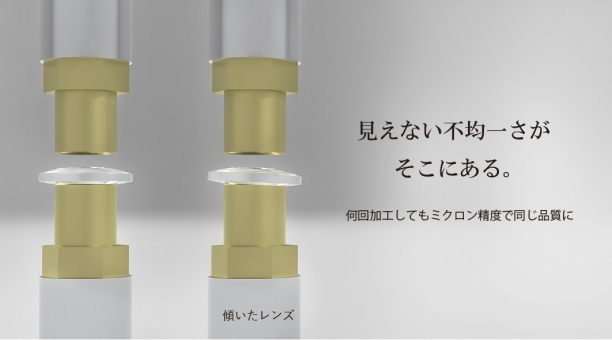
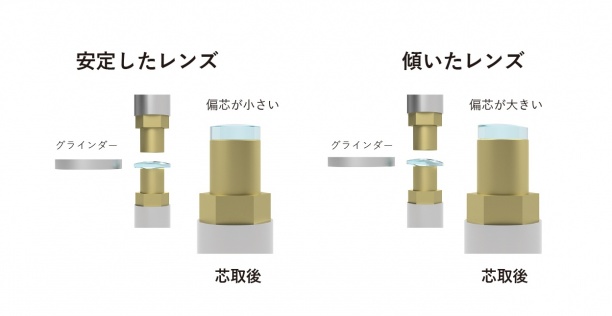
芯取加工後の偏芯
芯取加工のズレ原因
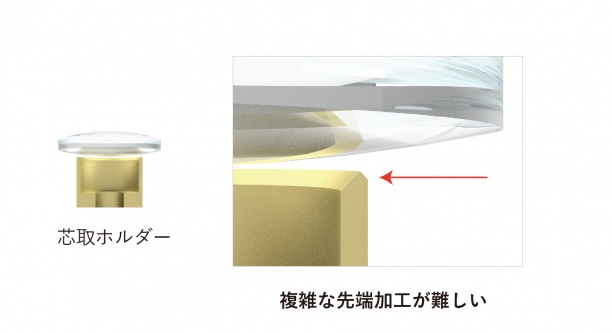
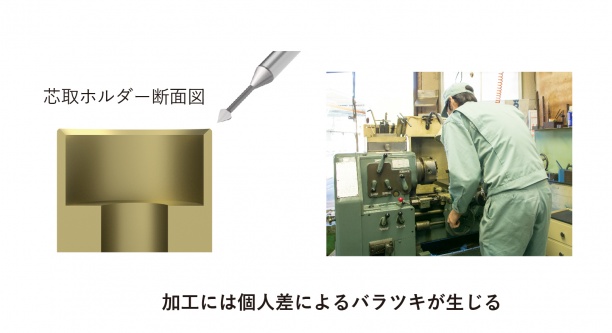
芯取ホルダーの先端エッジ形状は、加工が難しく熟練の職人技が求められます。

![]()
COPYRIGHT © 2008-2024 G-Freude Co.,Ltd. , ALL RIGHTS RESERVED.