ジーフロイデ株式会社
東京板橋区板橋2-20-5-203


②【手動】の問題点


問題点とは?
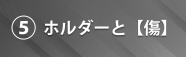
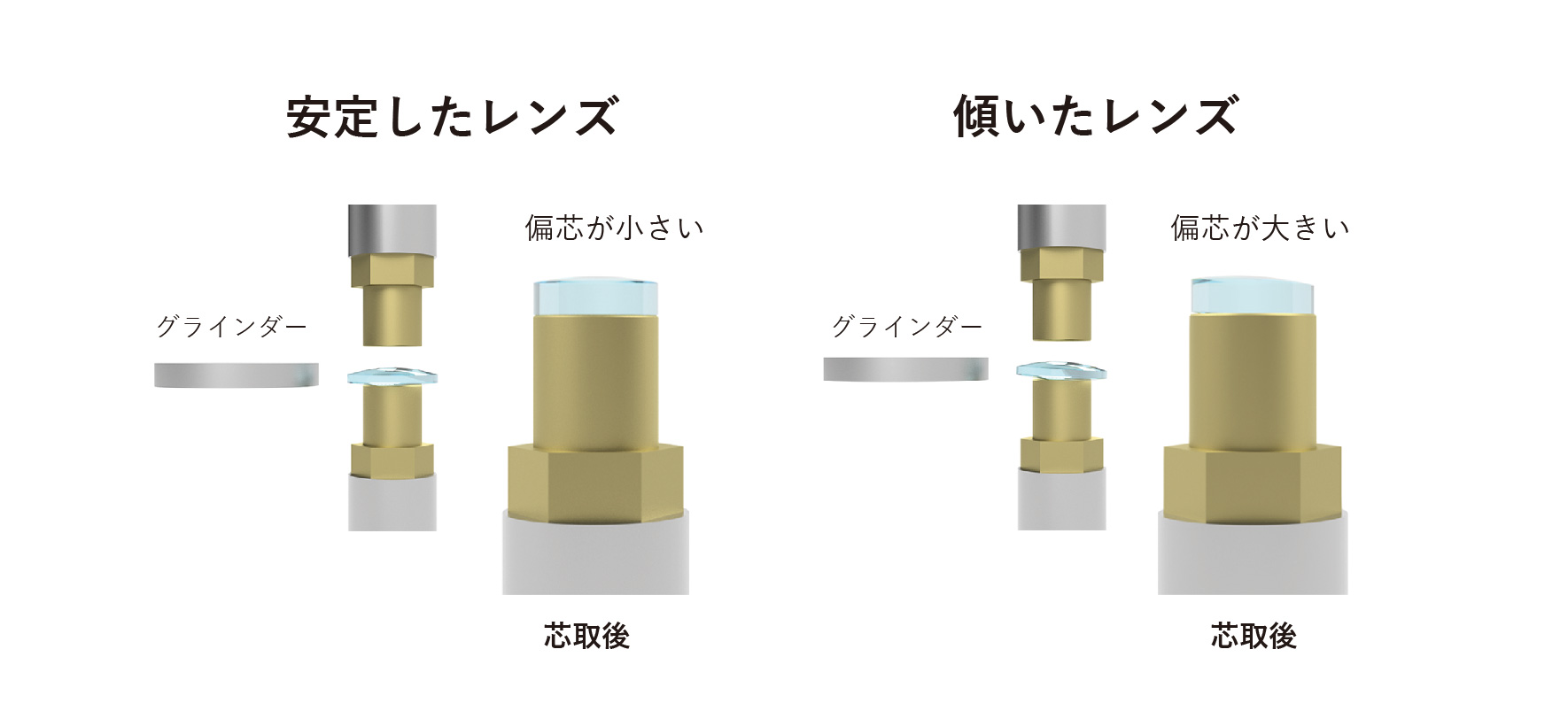
芯取ホルダーの先端形状の不均一さにより レンズの「偏芯や傷」が発生しやすくなります。直行率、良品率が低下します。
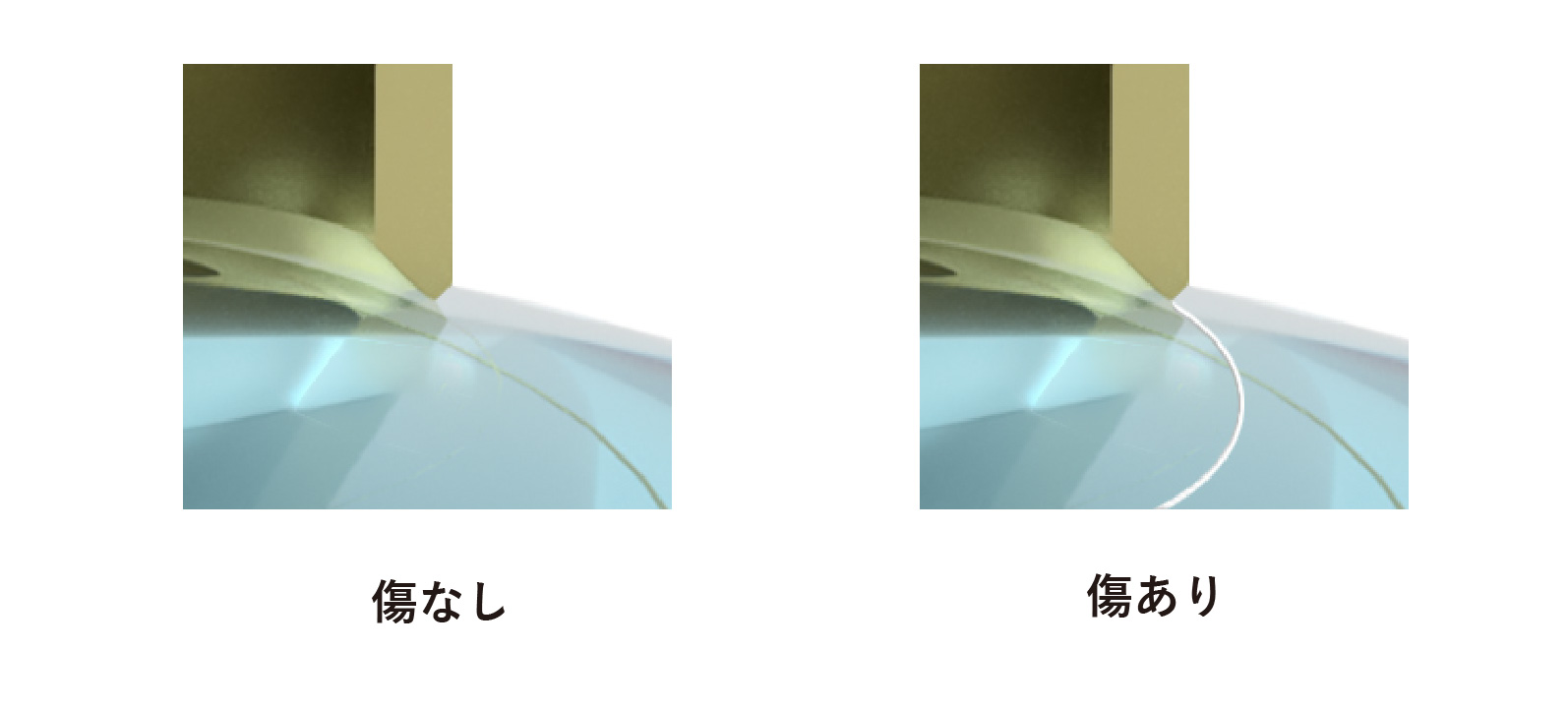
職人が数種類のバイトを駆使し先端形状を加工しています。人間の操作によるため加工条件が一定にならず、品質にバラツキが発生します。

高度で複雑な先端加工は、熟練した技術者が必要で初心者には難しくなります。またレンズ形状に合わせた加工が必要です。
自動化されていないため段取り時間と加工時間が長くなり生産性が低下します。

高速回転の機械加工では、ケガや火傷 、切子の飛散、巻き込みなど多くの危険性が伴います。




![]()
COPYRIGHT © 2008-2026 G-Freude Co.,Ltd. , ALL RIGHTS RESERVED.