ジーフロイデ株式会社
東京板橋区板橋2-20-5-203


CT-gaugeシリーズ 第二ステージに向けて更なる進化!CT-gaugedDXⅡをリリース!

スポット径10μという極小径を持つ非接触変位計を180度で完全対向させ、各厚みは様々なブロックゲージで精密校正。究極は精密マスター鋼球で絶対値を保証。 何度も試行錯誤を繰り返し、製造ノウハウを積み上げ、遂に完成させました。測定機に『完璧』という言葉はあり得ませんが限りなくそれに近づけました。
現存するレンズ中心厚測定機の最終形、CT-gaugeDX。今度は下記の新機能を搭載しました。
1)高速測定設定が可能になりました
⇒もう少し測定時間が短縮できないか?の要望 に応えて変位計の後退位置の短縮化を新規設定
2)コート付きレンズ対応
⇒コート付き面は変位計の閾値を下げれば測定可能な場合があります。
この設定を解析ソフト画面上に新規追加
3)ΔH測定アプリ
⇒このアプリは既に開発済みでしたが実際の運用で課題がありました。
今回、この測定用の専用治具を新規開発しました。
4)ステージ周りの調整ネジ類の見直し
⇒稼働頻度の高いレンズ保持部のネジをヘリサート式へ変更
5)内蔵ゲージを2種類用意し、測定サンプル厚に応じて選択可能とした
⇒従来の厚み15mmに加えて4mm厚を新規追加
6)変位計をワンランク上の仕様に変更。
⇒これに依ってリニアリティが向上しました。ファイバーケーブルも細くなり変位計の上
下駆動時のメカ的な負担が軽減します。
又サイズアップに伴い、変位計保持機構の見直しも行いました。
【重要】弊社を装った「なりすましメール」に関する注意喚起
不審なメールを受信された場合は、ウイルス感染やフィッシングサイトへの誘導の恐れがあるため、URLのクリックや添付ファイルの開封、返信は絶対に行わず、即座に削除していただきますようお願い申し上げます。
芯出し用調芯装置開発中!
この複雑な接合動作を職人技に頼らず、誰でも出来る様に機械化出来ないか?
これが長年の課題でした。そしてこの春、遂にこの課題が解決できる装置をリリースします。
電子制御も使わずソフト制御もしませんのでお安く提供できます。基本メカの動きだけです(特許申請済み)
先日、この概念の基本動作に無事成功しました!芯出しにはレーザーを使い、作業にはレンズは回転しません。尚、製品化にはもう少し手を入れ、3月中には装置の概要を公開します。
因みに装置名のネーミングも決めてません。
この装置の登場で皆さんが長年苦労されて来たレンズ芯だし操作の難題が解決されます。
特にΦの小さいレンズの芯出しは至難の業でした。乞うご期待を!!
最新情報
|
2025.07.02 |
「縦型干渉計システム」のページ更新しました。 |
|
2025.05.19 |
取扱製品「ラインナップ一覧」のページを作りました。 |
|
2025.05.01 |
「原器・干渉計の悩みを解決」のページを追加しました。 |
|
2024.10.31 |
干渉縞を数値解析する KoptWave「コプトウェーブ」のページを追加しました。 |
|
2024.05.10 |
非球面レンズ 相対面偏心測定機 「レンズと金型」のページを追加しました。 |
|
2024.03.29 |
OPIE '24に出展します。(板橋区ブース内にて) |
|
2024.03.29 |
偏芯測定機の修理を行います。記事追加しました。 |
|
2024.02.21 |
非接触レンズ中心厚測定機 CTgaugeZ(高速測定モデル)記事追加しました。 |
お知らせ
「中小企業等経営強化法の経営力向上設備等に係る生産性向上要件証明書」に対応しました装置があります。こちらの証明書は2027年度の3月までとなっておりますので、お早めにご検討ください。
対応機種
・レンズ中心厚測定機 CTgauge DX(高精度モデル)
・縦型干渉計システム
・非球面レンズ 相対面偏心測定機 ROUNDTRACER EXTREME (ミツトヨ製)


「こんな使い方があります!!」のご紹介
ロングセラーの偏芯測定機ですが、レンズ単体の偏芯だけではなく鏡筒に組み込まれたレンズごと偏芯を測定できます。
※但し、鏡筒の真円度に左右されますのでご注意ください。
詳しくはこちら→動画
新規取扱製品のご紹介
レンズ芯取加工企業様必見
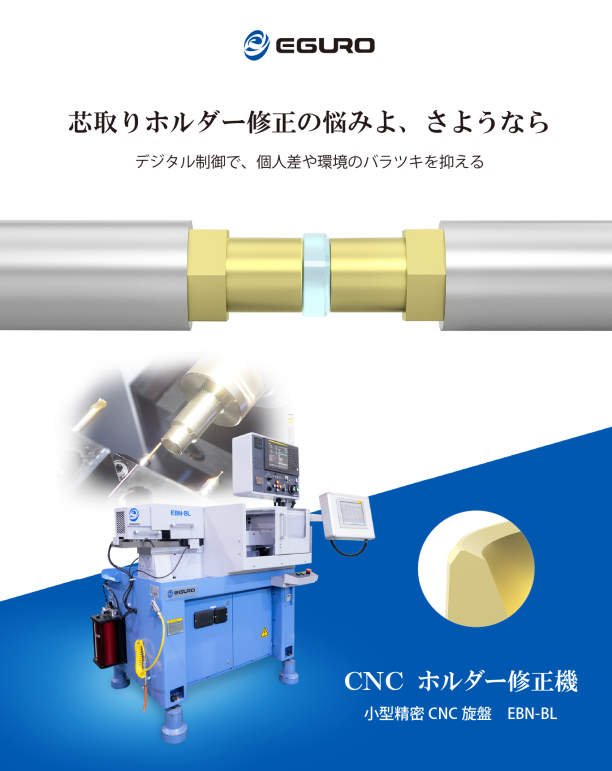
芯取ホルダー修正の悩みを解決!!
デジタル制御で個人差バラツキを抑え、難易度の高いエッジ加工技術を再現し、スピードと加工精度を向上させます。またレンズの偏芯や傷を防ぎます。FANUC 0i-TF Plusを採用し、1μm 単位で刃物を制御、複雑な加工と迅速化します。
担当者一押し製品です。
職人さん不足で悩む現状に開発された製品です。
多少のカスタマイズも可能です。
詳しくはこちら → エグロ製 CNCホルダー修正機
相対面偏心・外径偏心・アスが短時間で測定できる
株式会社ミツトヨ様の真円度測定機技術を応用し、非球面レンズの「相対面偏心、外径偏心、アス」測定が出来るようになりました。主な特徴は、アライメント調整の自動化による作業効率化、測定時間の短縮化、高精度測定です。
詳しくはこちら → 非球面レンズ 相対面偏心測定
動画はこちら

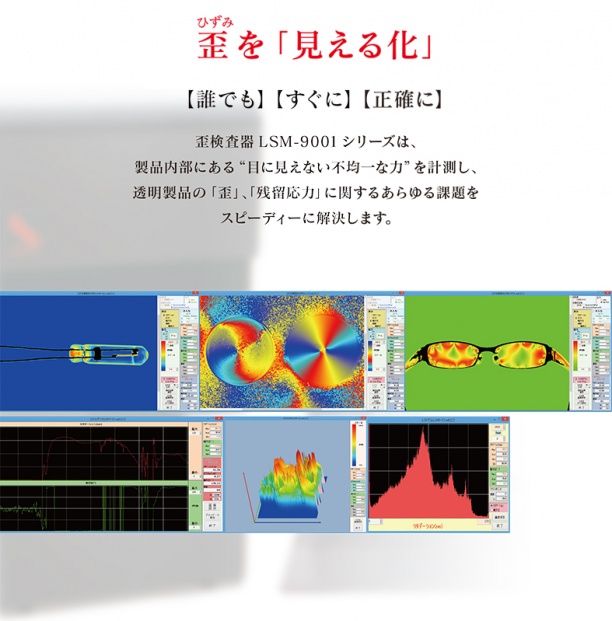
目に見えない内部の不均一な力を見える化
株式会社ルケオ様の「歪(ひずみ)検査器 LSMシリーズ」をご紹介。
詳しくはこちら → 歪(ひずみ)検査器 LSMシリーズ
「見やすさ」を追求し、キズ・汚れなど欠陥の外観検査用照明
“見やすさ”に配慮し、レンズ、ガラスの他、金属表面、ウエハ、フィルターなどの各種製造工程における目視検査LED照明として最適です。また、光量調節機能があり透過・反射いずれの検査にも対応いたします。 累計販売台数は1万台を超えるロングセラー商品。
詳しくはこちら → エコライト

非接触レンズ中心厚測定 高速モデル CTgauge Z

ご興味ある方はこちら。
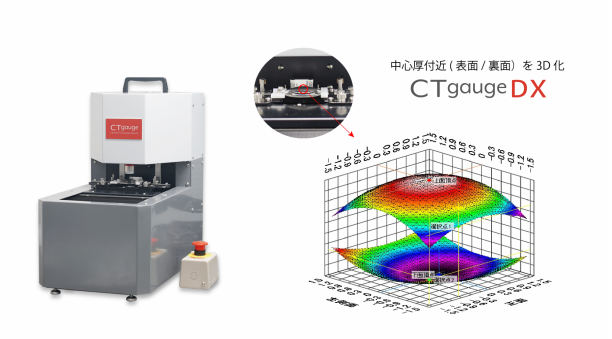
非接触レンズ中心厚測定 高精度モデル CTgauge DX
本装置の測定対象である中心厚は測定箇所が一点しかなく、サンプルの上下から挟み込んで測る必要があります。これは一般的に超高性能と呼ばれる3次元形状測定機ではサンプルの上面若しくは側面から測る方式なので出来ない測定対象です。
仮にこの方式で中心厚測定を行うとすれば、治具を使ってサンプルを正確かつ厳密に上下反転する必要があり、手間と高額な治具代が掛かります。さらにΔHは基準面から凹み量なので治具使ってもかなり難しいでしょう。
弊社ではこの難題に正面から取り組み、サンプル上下に配置させた変位計の『完全対向配置』に挑戦し克服しました。
僅か25μしか無い変位計のスポット径を重ねたまま自由に離して近づける。考えただけでも困難なテーマですがこれが達成出来なければこの装置は完成しませんでした。
非接触レンズ中心厚測定機 CTgauge。
屈折率にも依存しない。
厚み1mm以下の極薄レンズに始まり
100mmを超える極厚レンズも対応可能。
レンズ測定に於ける特殊ニーズに答える唯一の装置です。
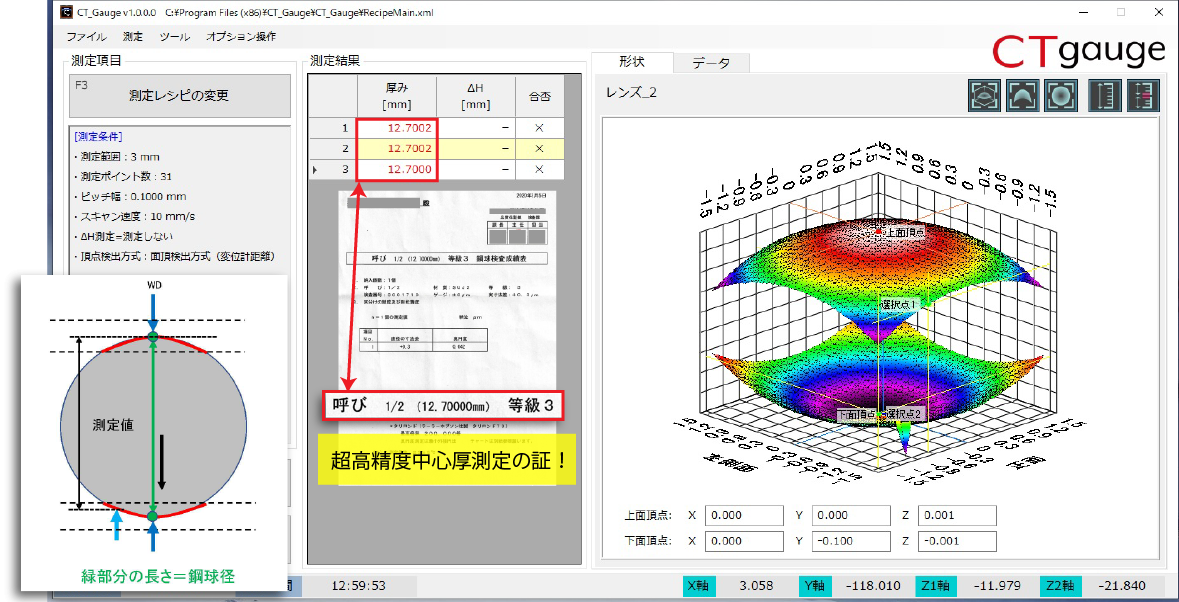
CT-gaugeDX 比類無き超高精度肉厚測定の証(あかし)
※ただし装置性能は、環境温度に依存します。
大口径レンズ対応モデル(マニュアル式)CTgauge LM 新登場!

基本操作はセンタリング用のヤトイの使用前提ですが頂点検出用特別ステージも用意しています。製造現場のご要望にお応えし、非常に使いやすい機構になっています。
詳しくはこちら。
受賞歴
・2020年「第32回中小企業優秀新技術・新製品賞」 奨励賞受賞
(主催 りそな中小企業振興財団 日刊工業新聞社)
・2019年「板橋区製品技術大賞」 審査委員賞受賞
詳細はこちら
https://biz.nikkan.co.jp/sanken/shingizyutu/32shingizyutu.html
https://itabashi-kohsha.com/r1_g-freude



「偏芯測定機」の修理・再調整・オーバーホール致します。
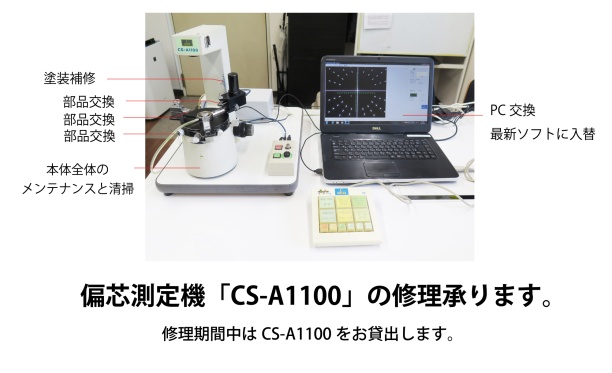
装置の調子が悪い場合は、「修理・再調整・オーバーホール」をお勧め致します。 修理期間中は別の偏芯測定機「CS-A1100」をお貸出致しますのでご安心ください。
詳細はこちら
偏芯測定機各種
各レンズ偏芯測定機、光軸厚み測定機の詳細は「製品案内」ページへ








![]()
COPYRIGHT © 2008-2026 G-Freude Co.,Ltd. , ALL RIGHTS RESERVED.